Call Us Today
Pneumatic Ball Valves : Manufacturer, Supplier


Karma Automation Industries is one of the leading automation valve
manufacturer, supplier and exporter in India. We have been pioneers in
the production of a range of ball valves,butterfly valves, rotary actuator,
knife gate valve,pneumatic cylinders and more to meet the diverse
automation demands of the process industries. We have always been
relentless in our commitment to quality. Over the years, we have gained
valuable experience and a reputation for being a reputed valve
manufacturer among our customers.
Product Introduction :
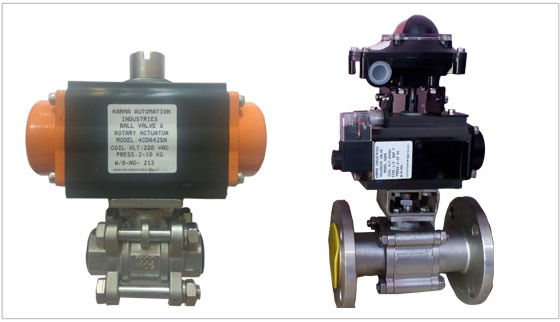
Pneumatic ball valves are specialized valves that utilize compressed air
to operate the opening and closing mechanism of the valve, making
them ideal for automated systems in various industrial applications.
These valves feature a spherical disc with a hole through its center,
which allows for efficient flow control when aligned with the pipeline.
The pneumatic actuator, powered by compressed air, enables quick and
precise operation, providing a reliable solution for processes that require
rapid response times. Pneumatic ball valves are known for their
durability and ability to handle high-pressure environments, making
them suitable for applications in varied sectors . Additionally, they can
be easily integrated into control systems, allowing for remote operation
and monitoring which enhances overall system efficiency. With their
robust design and effective performance, pneumatic ball valves play a
crucial role in optimizing fluid control processes across various
industries.
Advantages of Pneumatic Ball Valves :
1. Quick Operation : Pneumatic ball valves feature a quarter-turn design,
allowing for rapid opening and closing which is essential for processes
that require immediate response.
2. Excellent Sealing Capabilities : These valves provide reliable sealing,
minimizing the risk of leaks and ensuring consistent performance even
under high-pressure conditions.
3. Durability : Pneumatic ball valves are highly durable and can withstand
harsh environments, making them suitable for industries such as oil and
gas, chemical processing and water treatment.
4. Ease of Integration : They can be easily integrated into automated
systems, enabling remote operation and control which enhances
operational efficiency and safety.
5. Minimal Maintenance : Due to their simple design and robust
construction, pneumatic ball valves require minimal maintenance,
contributing to lower operational costs over time.
6. Versatility : These valves can be customized to meet specific
application requirements including size, material and actuator type,
making them adaptable to a wide range of fluid control needs.
7. Cost-Effectiveness : The combination of speed, reliability and ease of
use makes pneumatic ball valves a cost-effective choice for many
industrial applications.
Applications of Pneumatic Ball Valves :
1. Oil and Gas Industry : Pneumatic ball valves are widely used in the oil
and gas sector for controlling the flow of crude oil, natural gas and other
fluids in pipelines and processing facilities.
2. Chemical Processing : In chemical plants, pneumatic ball valves are
employed to regulate the flow of various chemicals and corrosive
substances. Their durability and resistance to harsh environments
ensure safe and efficient handling of reactive materials.
3. Water Treatment : These valves are commonly used in water treatment
facilities to control the flow of water and chemicals during purification
processes.
4. Pharmaceutical Manufacturing : In pharmaceutical applications,
pneumatic ball valves are used to manage the flow of ingredients and
chemicals in production processes.
5. HVAC Systems : Pneumatic ball valves are employed in heating,
ventilation and air conditioning (HVAC) systems to control the flow of air
and fluids .Their quick response times contribute to efficient
temperature regulation and energy savings.
6. Power Generation : In power plants, pneumatic ball valves are used to
control steam and water flow in various processes, including cooling
systems and turbine operations.
7. Mining and Mineral Processing : These valves are utilized in mining
operations to control the flow of slurries and other materials which
makes them suitable for harsh mining conditions.